Last updated on June 9th, 2025 at 10:45 am
At Approved Sheet Metal, we’ve optimized our shop to provide customers with affordable, high-quality precision sheet metal parts quickly and established ourselves as a go-to source for quick-turn prototypes.
By quickly determining the appropriate fabrication method for your part and maximizing the capabilities of our standard tooling, we ensure a fast turnaround time while maintaining exceptional quality.
1. Quickly Assessing the Appropriate Sheet Metal Fabrication Method
We often use our punch press or laser cutter for sheet metal prototypes, and our ability to quickly assess the needed capability helps us expedite your order.
Sheet metal prototypes that require a punch press
- Parts with louvers. Lasers cannot cut louvers, so we always use a punch press to form parts that require these features.
- Parts with multiple countersinks. If a part needs more than one countersink, using a punch press ensures excellent speed and accuracy. Rather than laser cutting each hole individually, we can punch the countersinks into place with our stamping tools.
- Parts made from materials 0.030”-0.80” thick. This range is the “sweet spot” for our punch press; anything thicker should be laser cut.
- High-volume orders. The higher the volume, the more likely we will use a punch press. Setting up a punch press does take more time than setting up a laser cutter. However, once we get it going, the punch press is much faster at volume.
Sheet metal prototypes that require a laser cutter
- Parts with multiple free-form shapes. While a punch press can cut a wavy or squiggly pattern via a process called “nibbling,” a laser cutter is superior for achieving free-form shapes.
- Parts made from materials thicker than 0.80”. A punch press generally doesn’t perform well with materials over 0.80” thick. In these cases, a laser cutter is preferable for getting the job done.
- Stainless steel parts. While steel and aluminum sheet metal prototypes are compatible with either manufacturing method, most stainless steel materials are so hard that they can only be laser cut. (We can, however, use our punch press for parts made from 16 or 18 gauge stainless steel.)
- Low-volume orders. Whenever possible, we prefer to use laser cutting for sheet metal prototypes and short-run orders because it’s so fast. Our fiber laser is capable of cutting an impressive 866” per minute!
2. Maximizing the Capabilities of Our Standard Tooling
Another huge time saver for our customers is our ability to get the most out of our standard tooling.
We have a common turret that can be used with 36 separate tools, which includes most of the tooling we’ve found to be necessary for our customer base. We can easily pivot from using a louver tool to drilling a countersink or punching an embossment, enabling us to perform a wide range of operations FAST.
The drawbacks of custom tooling
Parts that require custom tooling stretch lead times and are often much more expensive than parts that are compatible with standard tooling.
For example, if a customer designs a louver that is wider than our standard tooling can achieve, acquiring the custom tooling could add two weeks to their lead time and increase costs by several thousand dollars.
When your part’s functionality depends on a feature that falls outside the scope of standard tooling, paying your shop to acquire or build a custom tool for your part may be the only option.
However, we find that customers sometimes unwittingly design overly complex features without really needing them. In these cases, we’ll suggest a slight adjustment to the design to ensure we can use our standard tooling.
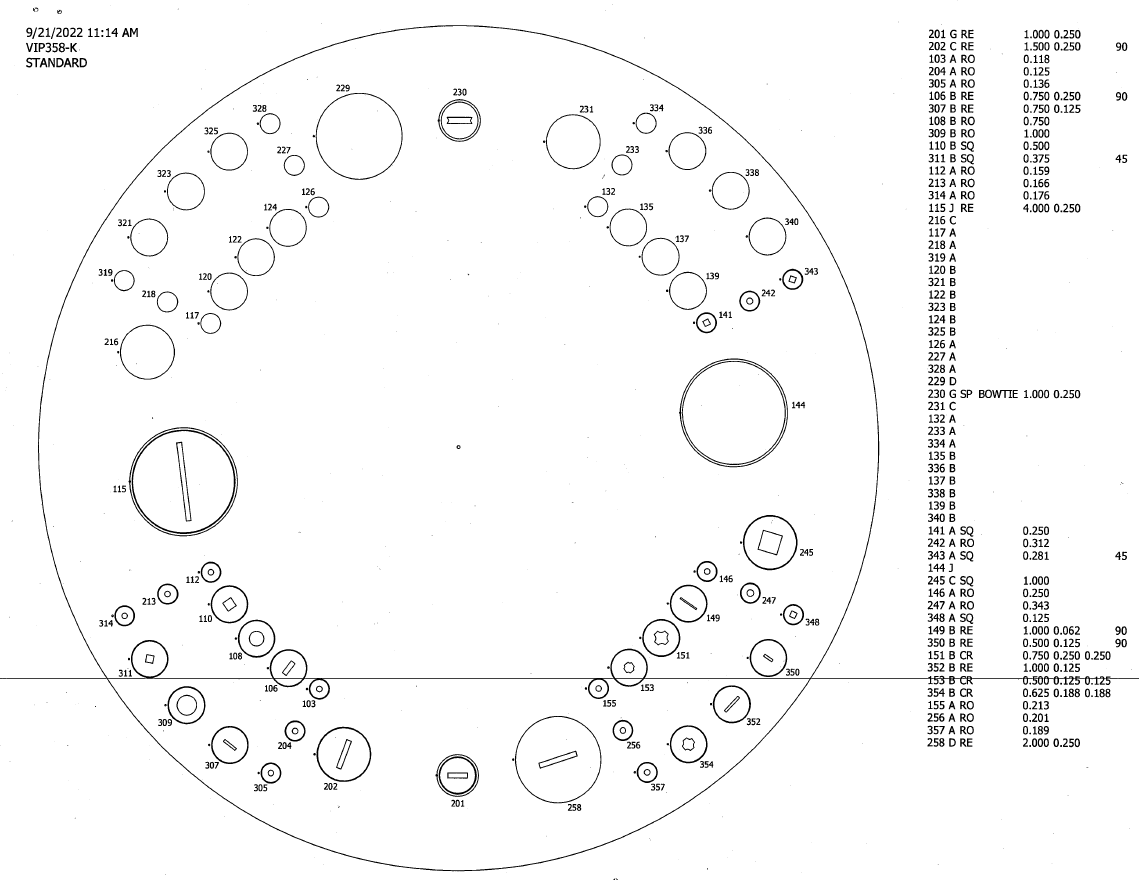
Approved Sheet Metal’s Standard Tooling
Here’s a look at the standard tooling we have available in our shop:
Tolerancing Best Practices for Sheet Metal Prototypes
When designing quick-turn sheet metal prototypes, it’s tempting to hold tight tolerances across the entire part—but in most cases, that adds unnecessary cost, slows production, and doesn’t improve function. By aligning your tolerances with what’s practical for fabrication, you can help reduce lead times and increase the likelihood of a first-pass success.
Focus Tight Tolerances Where They Matter
Only apply tight tolerances to features that impact function, mating interfaces, or downstream assemblies. For example:
- Critical hole locations for mounting or alignment
- Interfaces with off-the-shelf components
- Bends that interact with mating parts
For everything else, use general tolerances and allow your fabricator some flexibility.
Standard Tolerance Guidelines
Unless otherwise specified, most precision sheet metal shops—including Approved Sheet Metal—follow industry-standard tolerancing practices:
| Feature Type | Standard Tolerance |
|---|---|
| Cut-to-edge dimensions (flat pattern) | ±0.010" |
| Formed bend angles | ±1.0° |
| Hole diameters (punched or laser cut) | ±0.005"–0.010" |
| Bend-to-hole or bend-to-edge distances | ±0.015"–0.030" |
Be Mindful of Tolerance Stack-Up
Dimensional tolerances add up quickly across multiple features. If your part requires:
- Multiple bends
- Tabs and slots for self-fixturing
- Tapped holes aligned with folded features
…then consider specifying datum structures and controlling key dimensions with GD&T (Geometric Dimensioning and Tolerancing). This will help your fabricator understand where precision is most critical.
Communicate Functional Requirements
If you can indicate which features are cosmetic, non-critical, or “fit as needed,” it enables the shop to make fabrication decisions that meet your goals without unnecessary rework or cost.
Recommended Default Sheet Metal Tolerances
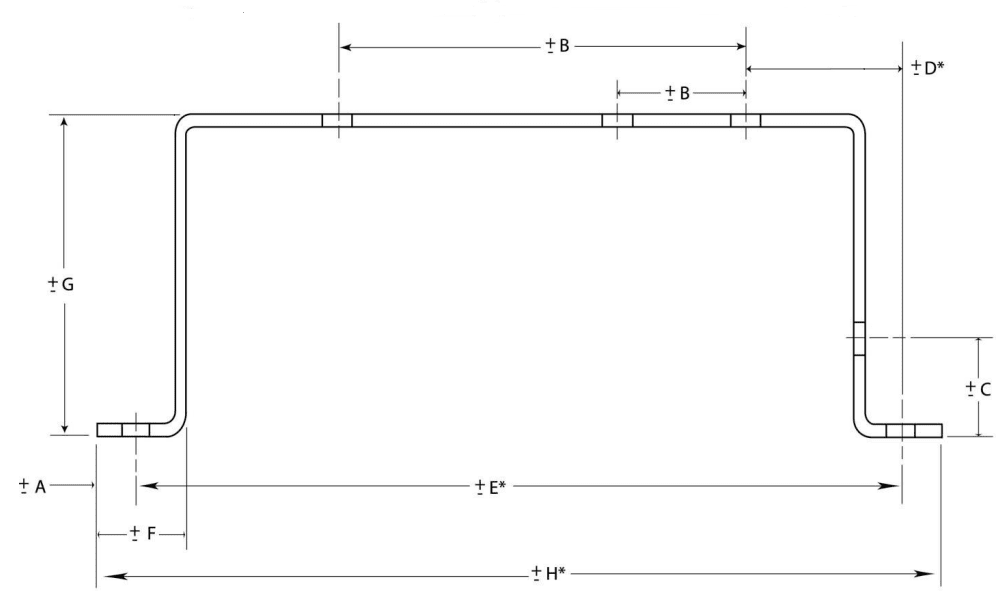
| DIM | Tolerance (MM) | Tolerance (Inches) | Description |
| A | ± 0.13 | ± 0.005 | Sheared Edge to Hole |
| B | ± 0.13 | ± 0.005 | 2 Holes on One Surface |
| C | ± 0.25 | ± 0.010 | Formed Edge to Hole |
| D* | ± 0.76 | ± 0.030 | Holes Across 2 Bends |
| E* | ± 0.76 | ± 0.030 | Holes Across 4 Bends |
| F | ± 0.25 | ± 0.010 | Sheared Edge to Bend |
| G | ± 0.38 | ± 0.015 | Across 2 Bends |
| H* | ± 0.76 | ± 0.030 | Formed Part |
Noted dimensions are to be taken while the part is in a restrained condition. Noted dimensions are for parts within a 12” envelope.
* Dimensions D, E and H are not recommended forms of dimensioning
These tolerances are recommended and best practices. We can obtain tighter tolerances (depending on part geometry/ construction), contact us for more information