Last updated on April 11th, 2025 at 07:44 am
When it comes to forming deep boxes, sheet metal fabricators face a major challenge: getting their tooling to reach inside the box. With a standard press brake, the upper beam and punch holder are at risk of crashing into the sides of the box—especially when 90 degree angles are involved.
At Approved Sheet Metal, we fix deep forming issues without customers ever knowing the problem existed in the first place. But if you’re an engineer looking for an explanation, we’re happy to let you in on our process!
Deep Forming Considerations for Sheet Metal Fabrication
Because standard tooling can only reach up to 8” in depth, we use specialized tooling to create deep boxes. Here’s how we get the job done at our sheet metal shop:
-
Extreme gooseneck tooling
Extreme gooseneck tooling is long enough to reach into a deep box. The considerable length of the tooling prevents the upper beam from coming into contact with the sides of the box, allowing for obstruction-free deep forming.
-
Gooseneck punch holder
Our gooseneck punch holder provides even greater flexibility than extreme gooseneck tooling. The tool allows us to create extra features on an inside bend, such as a radius or other special details.
-
Stacking punch holders
Stacking punch holders are exactly what they sound like: punch holders made to stack up on each other. This tooling is lighter than extreme gooseneck tooling, and its stacking feature offers more versatility when it comes to reaching deeper boxes.
-
Deep box bending with 30°–60° degree tooling
Arguably the coolest of the tools, 30°–60° tooling works by offsetting the tooling by 15°, which creates a 30°–60° punch-die combination and provides additional space to close a box.
These specialized tools help us form boxes up to 12” deep. However, while these special tools are helpful in forming most deep boxes, it’s good to note that they can only cut up to 12” deep.
Got a deeper box? No problem!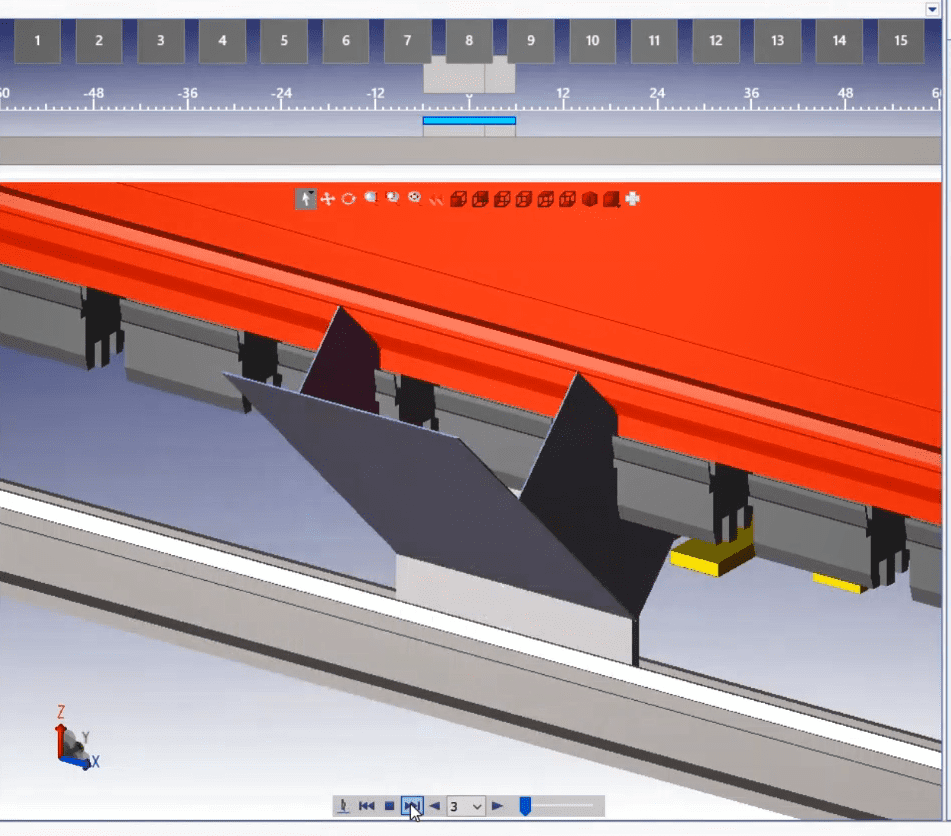
In cases where a box is more than 12” deep, we:
- Cut the part into two or more pieces for fabrication
- Suggest where to make the cut by looking for a cut location that will require the shortest amount of welding or fastening during reassembly
- Collaborate with the customer to get their approval on our recommendations
- Join the parts back together using welding or fasteners depending on the customer’s needs.
With this approach, we can cut very deep boxes without an issue! Plus, your box can be as long as you need it to be.
Tolerancing and Dimensional Accuracy in Deep Forming
Deep box forming in sheet metal presents unique challenges when it comes to maintaining tight tolerances and consistent dimensional accuracy. As part geometry becomes more complex and tooling reaches deeper into the part, several key factors influence the final dimensions:
Springback and Bend Deformation
After bending, metal tends to "spring back" slightly due to its elasticity. The deeper the bend, the more pronounced this effect can become—especially in materials like stainless steel or 6061-T6 aluminum. To account for springback, we:
- Apply bend compensation and overbend angles in our tooling setup
- Tailor bend radii and tooling selections to each material and thickness
- Verify and adjust final dimensions during first article inspection (FAI)
Accumulated Tolerance Stack-Up
In a deep box with multiple bends or assembled segments, tolerances add up. For example:
- A ±0.010" tolerance on each of four bends could result in a total variance of ±0.040" across a finished edge
- Misalignment between stacked punch holders or welded seams can introduce further variation
We manage this by:
- Using precision-ground tooling
- Designing bend sequences to minimize cumulative error
- Implementing in-process inspection at critical stages
Recommendations for Engineers
To avoid issues downstream, consider the following when designing for deep forming:
- Avoid specifying overly tight tolerances unless functionally necessary (e.g., < ±0.010" on outer dimensions)
- Use datum structures in your CAD model to control where tolerances are applied
- Clearly define which surfaces or dimensions are critical-to-function (CTF)
- Allow additional clearance for mating parts when deep flanges are involved
Achievable Tolerances
While achievable tolerances depend on material, geometry, and depth, typical values for deep-formed sheet metal parts are:
| Feature | Typical Tolerance |
|---|---|
| Overall height/depth | ±0.030" – ±0.060" |
| Flange length | ±0.010" – ±0.030" |
| Bend angle | ±1° |
| Flatness | 0.005” per inch (varies by part size) |
For mission-critical applications, we work closely with engineers to develop a forming and inspection plan that meets both function and manufacturability.
So if you’ve got a deep box, don’t sweat it. Just send it to us! Our team of experts are more than happy to solve your deep-forming issues for you and deliver your part how you need it, when you need it. So request a quote today!
Sheet Metal Bend Gains Chart
BEND GAINS CHART DOWNLOAD
Don’t settle for K factor .5, use these specific bend gains so your manufacturer can use your native CAD model without them wasting time by having to recreate a flat pattern of your sheet metal fabricated parts.