Last updated on February 23rd, 2026 at 09:40 am
As a leading sheet metal fabricator, Approved Sheet Metal knows the importance of high-quality precision welding.
Our welders are skilled in a wide range of techniques and can help customers determine the ideal assembly strategy for their parts. Selecting the appropriate weld joint type is a key step in this process.
Table of Contents
- 1 What Is a Weld Joint in Sheet Metal Fabrication?
- 2 Common Weld Joints in Custom Sheet Metal Fabrication
- 3 Consult Your Sheet Metal Fabricator about the Optimal Joining Method
- 4 How Weld Joint Design Impacts Cost and Lead Time
- 5 Design for Manufacturability Tips for Welded Sheet Metal Assemblies
- 6 Frequently Asked Questions About Weld Joints
- 7 Sheet Metal Part Design for Manufacturing Tip
- 8 Sheet Metal Fabrication Weld Joints FAQ
- 8.0.1 What are the primary considerations when choosing between open and closed corner joints for welding?
- 8.0.2 Why might spot-welded flanges be more suitable for high-volume production than smaller runs?
- 8.0.3 How does Approved Sheet Metal decide the optimal joining method for a specific assembly?
- 8.0.4 Apart from welding, what alternative methods does ASM recommend for joining parts?
- 8.0.5 How does ASM ensure exceptional results in sheet metal assembly, regardless of the chosen joining solution?
What Is a Weld Joint in Sheet Metal Fabrication?
In custom sheet metal fabrication, a weld joint refers to the way two metal components are positioned and prepared for welding. The joint design determines how the parts fit together, how the weld is applied, and ultimately how the assembly performs structurally and cosmetically.
It’s important to distinguish between a weld type (such as TIG, MIG, spot, or stitch welding) and a weld joint configuration (such as open corner, closed corner, or flange joint). The joint geometry affects weld strength, distortion risk, grinding requirements, and even finishing processes like powder coating.
Selecting the correct weld joint early in the design phase can significantly reduce warping, rework, and production costs.
Common Weld Joints in Custom Sheet Metal Fabrication
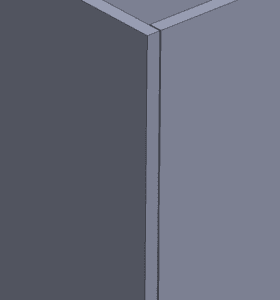
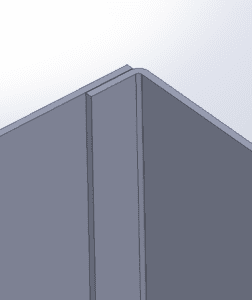
Open corner weld joint
In an open corner joint, two pieces are joined along one edge at a 90-degree angle but are not flush, leaving a V groove behind the joint. This “open corner” is then welded with a filler rod along the entire length of the joint.
Typically used on aluminum parts over 0.40” thick, open corner joints can be welded using several methods: fillet/seam, fuse, tack, or stitch welding. Our expert welders can determine the right approach based on the characteristics of the material and how much weld is needed to fill the open corner.
With this joint type, care must be taken to avoid heat deformation and warping.
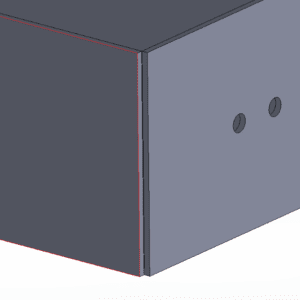
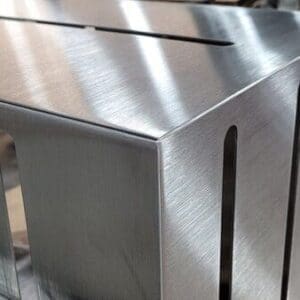
Closed corner weld joint
Like open corner joints, closed corner joints form a 90-degree angle, but in this case, the edges are flush against each other, leaving no gap. This joint type is also referred to as a square butt joint. Corner joints are typically fuse welded without a filler rod, although fillet/seam, tack, or stitch welding can also be used.
As with open corner joints, the primary challenge with closed corner joints is preventing heat deformation and warping.
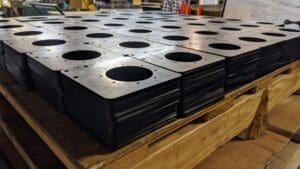
Spot-Weld Flange Joint
Compatible with all sheet metal materials, spot-welded flanges can be welded inside or outside a part to create a joint between two pieces. Flanges must have a minimum width and length of 0.375”, although we recommend 0.500”.
Spot-welded flanges are a cost-effective, efficient solution for high-volume production but less optimal for smaller production runs because of the specialty tooling and fixturing required.
Consult Your Sheet Metal Fabricator about the Optimal Joining Method
ASM’s welders have decades of custom sheet metal fabrication experience and can work with you to determine the ideal joining method for your assembly—whether that means fabricating weld joints or using a different fastening method.
Joint and weld solutions
To determine the best weld for a joint, we’ll evaluate the length of the seam that needs to be welded as well as the material type and thickness.
If you call out a particular weld joint type and welding method, we’ll do our best to defer to your preference. However, if we identify a better solution for joining your parts, we may suggest an alternative approach.
For instance, say you have a 30” seam on an aluminum part, and you want it to be welded solid. We know from experience that the material would need to be very thick for it not to warp. If you’re using a thin material, we’ll likely recommend a stitch weld, which will hold the parts together just as well without generating a potentially damaging amount of heat.
How Weld Joint Design Impacts Cost and Lead Time
Weld joint selection doesn’t just affect structural performance — it directly impacts fabrication cost, production speed, and finishing time.
Continuous welds vs. stitch welds: A fully welded seam requires more arc time, more filler material, and often more post-weld grinding. In thin materials, it may also require distortion correction. A stitch weld can dramatically reduce heat input, labor time, and rework risk while maintaining structural integrity.
Grinding and cosmetic finishing: Visible assemblies often require welds to be ground smooth before powder coating or painting. Longer seams increase labor time significantly.
Fixturing and setup: Some joint designs require more complex clamping or fixtures to maintain alignment during welding, especially with thin-gauge materials.
Heat distortion management: Thin aluminum and stainless steel assemblies may require staged welding, additional tack welds, or specialty fixturing to prevent warping.
By evaluating weld joint geometry early, we can often reduce both cost and lead time without compromising strength.
Other joining solutions
Weld joints aren’t the only way to connect parts. In fact, in some cases, other joining methods can replace or supplement welding.
- Rivets. These mechanical metal fasteners create tight, semi-permanent joints that perform well in many applications. A benefit of using rivets is there is no need to worry about heat deformation.
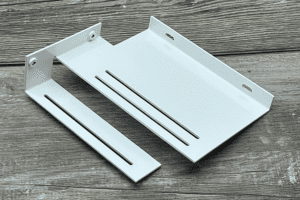
- Tab and slot connectors. These connectors work well when a bracket needs to be welded onto the part. For a tab and slot assembly, we fabricate tabs on the bracket and slots on the part, which interlock like puzzle pieces. We then fill and grind the slots so they aren’t visible from the outside.
- Cleco fasteners. These small, bullet-shaped fasteners are inserted temporarily into holes drilled throughout the parts of an assembly, holding the parts in perfect alignment during welding. After welding is complete, we remove the clecos and fill the holes with weld for a polished finish.
Design for Manufacturability Tips for Welded Sheet Metal Assemblies
Thoughtful weld joint design improves manufacturability and reduces unnecessary fabrication costs. Key considerations include:
- Avoid long uninterrupted weld seams on thin materials to reduce distortion risk.
- Incorporate tab-and-slot features to improve alignment and reduce fixturing time.
- Maintain consistent material thickness where possible to simplify heat control.
- Provide adequate flange width for spot welding (minimum 0.375”, preferably 0.500”).
- Consider weld access if cosmetic grinding will be required after welding.
Frequently Asked Questions About Weld Joints
What is the strongest weld joint for sheet metal?
Strength depends on material thickness, weld length, and loading direction. In many sheet metal assemblies, a properly designed corner or flange joint with adequate weld length provides more than enough structural integrity.
When should I use stitch welding instead of a continuous weld?
Stitch welding is often preferred for thin materials or long seams where heat distortion is a concern. It provides structural strength while reducing heat input and fabrication time.
Does welding thin aluminum always cause warping?
Thin aluminum is more prone to distortion due to its low melting point and high thermal conductivity. However, proper joint design, fixturing, and controlled weld sequencing can significantly minimize warping.
How does welding affect powder coating?
Weld seams that require cosmetic grinding must be properly prepared before powder coating. Excess weld buildup or distortion can increase finishing labor and impact overall appearance.
Whichever joining solution your assembly requires, our experienced team is equipped to get the job done with exceptional results.
Request a quote for custom sheet metal fabrication services that will exceed your expectations!
Sheet Metal Part Design for Manufacturing Tip
CORNERS AND WELDING
Proper technique on corners that need to be welded is necessary to reduce cost and increase the overall strength of the corners. Approved Sheet Metal will always reprogram corners that need to be welded to ensure customers receive the best possible welds.